Soudeuse bout à bout de feuilles plastiques | Comment souder des panneaux creux de 50 mm
- Partager
- Heure de diffusion
- 2025/8/22
Résumé
Weissenberg est spécialisé dans le soudage de feuilles plastiques et propose des soudeuses bout à bout fiables pour feuilles plastiques ainsi qu'une assistance mondiale. La série Weibond est utilisée dans les cuves chimiques, les bains de galvanoplastie, les systèmes d'épuration, l'aquaculture et les panneaux de construction. Grâce à des systèmes de chauffage, de serrage et de traçabilité avancés, nous répondons aux exigences de soudage de feuilles pleines et de panneaux creux de 50 mm (par exem
Résumé de la page (avec les paramètres clés de l'équipement)
Pour les fabrications en PP/PEHD telles que les réservoirs chimiques , les bains de galvanoplastie , les systèmes d'épuration , les panneaux de construction et les bassins d'aquaculture , une soudeuse bout à bout de feuilles plastiques est la solution idéale pour le soudage bout à bout de panneaux creux de 50 mm (à double paroi, par exemple, Paneltim). Notre ligne offre une ouverture de serrage effective de 63 mm, garantissant un serrage et un pressage stables. Il est impératif de finaliser la température, la pression et le temps de soudage en validant les paramètres sur site.
1. Pourquoi souder bout à bout pour les feuilles de plastique (double paroi PP/PEHD) ?
Comparé à la fixation mécanique, le soudage bout à bout (souvent appelé thermosoudage de feuilles plastiques ) offre une résistance comparable à celle du matériau de base, une étanchéité aux liquides, une résistance à la corrosion et une qualité reproductible, essentielles pour les réservoirs en PP/PEHD, les systèmes d'épuration et les bassins d'aquaculture. C'est pourquoi les acheteurs à la recherche d'une soudeuse de feuilles plastiques ou d'une solution de soudage de feuilles de polyéthylène choisissent le soudage bout à bout de feuilles plastiques pour panneaux creux de 50 mm (Paneltim).
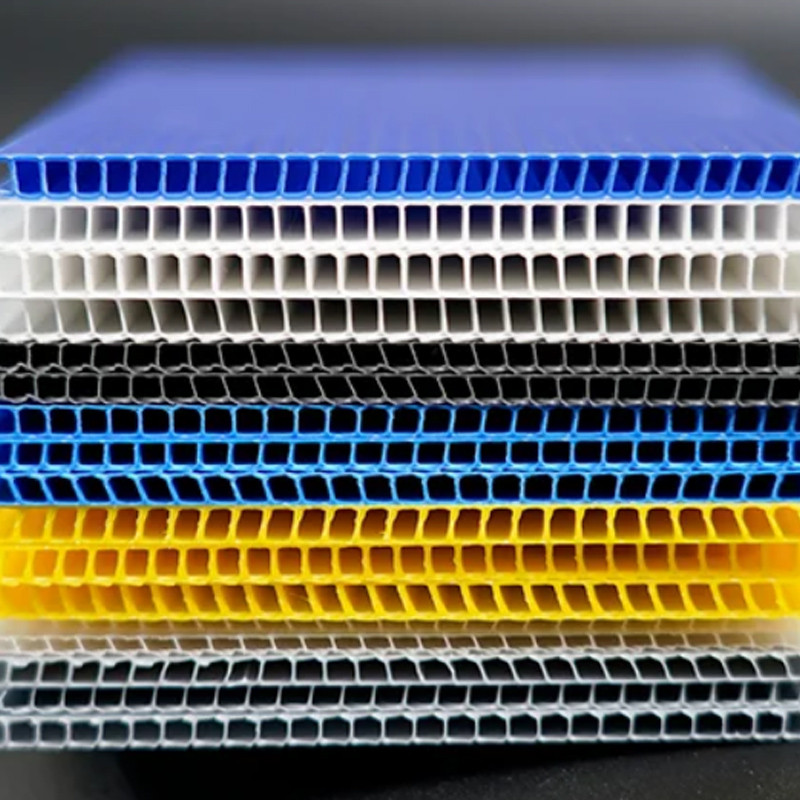
2. Panneaux pleins ou creux : quels changements en matière de soudage ?
Les feuilles pleines (3–30 mm) conduisent la chaleur plus rapidement et offrent une fenêtre plus large.
Les panneaux creux (à double paroi, 50 mm) sont légers mais rigides ; la conduction thermique plus lente et les cellules internes faussent la distribution de la chaleur.
Risques : fusion inégale, contamination, mauvaise étanchéité.
Ils sont plus sensibles au temps de chauffage, à la stabilité de la température, au serrage et à l'alignement, votre machine de soudage de feuilles de plastique doit donc être configurée pour le soudage de panneaux à double paroi.
3. SOP pour le soudage de panneaux creux de 50 mm (Paneltim, PP/PEHD)
Validez sur votre ligne. Plages de départ utiles : PP ~200–230 °C ; PE ~190–210 °C. Après les essais, limitez la plage à votre site.
1) Préparation / Prétraitement
Scier/raboter les bords ; éliminer la contamination/oxydation ; garder les bords droits.
Vérifiez l’orientation de la cellule ; soudez le côté ouvert au côté ouvert.
Réglez l'ouverture de serrage sur 62–63 mm (ajustez en fonction de l'épaisseur du tampon) afin que les pièces se chargent en douceur avec une course suffisante pour le pressage.
2) Serrage et chauffage
Utilisez une soudeuse bout à bout de feuilles de plastique / machine de soudage de feuilles PP avec une ouverture effective de 63 mm ; assurez-vous de guides parallèles et d'un alignement précis.
Installez une barre chauffante large (~80–85 mm) afin que les transitions entre les peaux et les âmes se ramollissent uniformément, ce qui est essentiel pour le soudage bout à bout à double paroi.
Chauffez jusqu'au début de la validation ; les panneaux creux nécessitent généralement plus de temps que les tôles pleines.
Maintenez la température du radiateur stable et les bords adoucis de manière synchrone.
3) Pressage et refroidissement
Retirez l'élément chauffant et appuyez immédiatement et doucement, en maintenant une pression et un alignement uniformes jusqu'à ce que le cordon se forme.
Maintenir serré pendant le refroidissement pour éviter tout retour élastique/désalignement ; renforcer ensuite les coins/trous par soudage par extrusion ou soudage à air chaud (même matériau).
4) Finition et contrôle qualité
Coupez le cordon/la bavure ; vérifiez la symétrie et la rectitude de la couture (désalignement de la cible ≤ 0,5–1,0 mm).
Pour le service liquide/pression, effectuez des tests d'étanchéité/pression ; effectuez un échantillonnage destructif si nécessaire.
Documentez la température, la pression, l'heure, le lot de matériaux, la température ambiante, l'ID de la machine et l'opérateur : créez des enregistrements traçables.
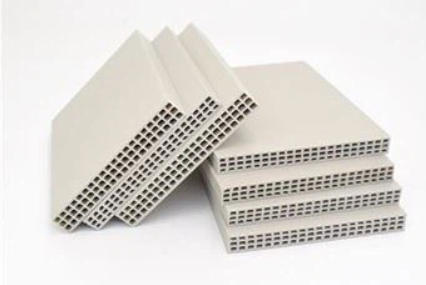
4. Affaire Weissenberg : Weibond 1500 (utilisation solide ou creuse)
Feuilles pleines (standard) — 3–15 mm ; conduction thermique rapide, cordon uniforme ; production de masse stable sur des paramètres standard.
Panneaux creux (50 mm, conçus) — Les fixations surélevées offrent une ouverture effective de 63 mm ; un élément chauffant d'environ 85 mm de large recouvre les peaux et les transitions d'âme.
Résultat : soudures bout à bout uniformes sur Paneltim de 50 mm ; la résistance et l'étanchéité répondent aux exigences techniques après essais/inspection.

5. Sélection de l'équipement pour les panneaux creux (50 mm)
Ouverture de serrage/course : ouverture effective de 63 mm, suffisante pour les panneaux creux de 50 mm.
Plaque chauffante large : ~80–85 mm pour un ramollissement uniforme des peaux et des transitions de bande.
Alignement + contrôle force/position : minimiser les décalages et la fusion faible.
Contrôle de la température + takt : température de la plaque stable et synchronisation/alertes numériques pour reproduire la fenêtre.
Traçabilité des données : paramètres d'exportation/impression pour les audits QA.
Outillage extensible : montages à 90°, renfort d'angle, postes de recouvrement de chants pour travaux d'extrusion/air chaud.
6. Contrôle qualité et documentation
Visuel/Géométrique : cordon symétrique, sans carbonisation/vides ; rectitude/planéité dans les tolérances.
Fonctionnel : tests d'étanchéité/pression pour réservoirs et systèmes d'épuration ; tests témoins si nécessaire.
Validation : définissez votre fenêtre par de petites soudures d'essai pour les formats PP/HDPE et alvéolés (50×50 / 50×100).
Enregistrements : température/pression/temps, lot de matériaux, température ambiante, identifiant de la machine, opérateur ; inclure l'épaisseur du tampon, l'ouverture de serrage 63 mm, la course/force de pressage, le temps de refroidissement.
Liste de contrôle avant le quart de travail — Ouverture de 63 mm non chargée ; nouvelle mesure après les plaquettes ; insertion/retrait de l'élément chauffant sans grattage ; comparaison des plaquettes fines et plus épaisses ; décalage cible ≤ 0,5–1,0 mm ; lier les paramètres et les résultats des tests à l'ordre de travail.
7. FAQ
Q1 : Quelle méthode d'assemblage est la meilleure pour les panneaux creux de 50 mm ?
A : Soudage bout à bout miroir pour le joint principal ; utiliser l'extrusion/l'air chaud pour couvrir les coins, les ouvertures ou les renforts.
Q2 : Existe-t-il des températures universelles pour le PP/PEHD ?
R : Non. Commencez à PP 200–230 °C / PE 190–210 °C et affinez en fonction de l'équipement, de l'environnement et du takt.
Q3 : Une ouverture de serrage de 63 mm est-elle suffisante pour une soudeuse bout à bout de feuilles de plastique ?
R : Généralement, oui pour les plaques alvéolaires de 50 mm (Paneltim). Si les plaques sont épaisses ou leurs bords déformés, optimisez leur épaisseur et la rectitude des bords, puis confirmez par des essais de montage/soudures.
Weissenberg fournit des solutions de bout en bout pour le soudage de feuilles de plastique :
Systèmes de soudage bout à bout de feuilles de plastique (pour PP/PEHD), ainsi que stations d'extrusion et d'air chaud et de pliage.
Les options d’ingénierie comprennent :
Barres chauffantes larges (~85 mm), ouvertures de serrage de 63 mm (fixations surélevées), alignement et contrôle de force/position, et traçabilité des données. Nous prenons en charge la validation des soudures d'essai, la formation/l'installation, les pièces de rechange et le service à distance.